
Exclusive: Non-linear Conveyors Optimize Equipment Footprint

In the baking plant, conveyor systems ensure smooth and reliable links throughout the production chain. In facilities where technology is perfectly customized to adapt to manufacturing needs, the most efficient link between two stations is not always a straight, horizontal line.
Conveying systems quite literally drive the plant’s efficiency, with fast transportation in and in between virtually any stage of the manufacturing process. To optimize production efficiency in the allotted space and capacity, non-linear conveyors can individually be designed to fit their unique plant geography. Technology specialists weigh in.
Either spiral, vertical, inclined or curved, non-linear conveyors help automate processing steps, each with its own benefits.
Designing Custom Shapes
 The benefits of using inclined conveying include the limited footprint, cost savings, and limited maintenance requirements. Engineering of an inclined conveyor frame does not differ too much from that of a horizontal one. The motor drum, tracking systems, tension device, etc., are the same. Giuseppe Allais, global food industry manager, Ammeraal Beltech, explains for us: “The main factors for consideration are the weight, shape and surface of the product involved – and then ensure that the conveyor belt will offer sufficient grip to avoid product slippage.” The main common configuration layout that Ammeraal Beltech supplies involves spiral belting (a tower), that could involve many meters of belt, for extended processes that are common in the bakery industry, such as cooling, freezing and proving. The systems can also be customized: “In addition to common mono-tower spiral belt systems, we are also asked to add extra towers, in different sizes,” adds the specialist.
The benefits of using inclined conveying include the limited footprint, cost savings, and limited maintenance requirements. Engineering of an inclined conveyor frame does not differ too much from that of a horizontal one. The motor drum, tracking systems, tension device, etc., are the same. Giuseppe Allais, global food industry manager, Ammeraal Beltech, explains for us: “The main factors for consideration are the weight, shape and surface of the product involved – and then ensure that the conveyor belt will offer sufficient grip to avoid product slippage.” The main common configuration layout that Ammeraal Beltech supplies involves spiral belting (a tower), that could involve many meters of belt, for extended processes that are common in the bakery industry, such as cooling, freezing and proving. The systems can also be customized: “In addition to common mono-tower spiral belt systems, we are also asked to add extra towers, in different sizes,” adds the specialist.
The main input for selection of a conveyor is the application. Arno Esselink, sales engineer 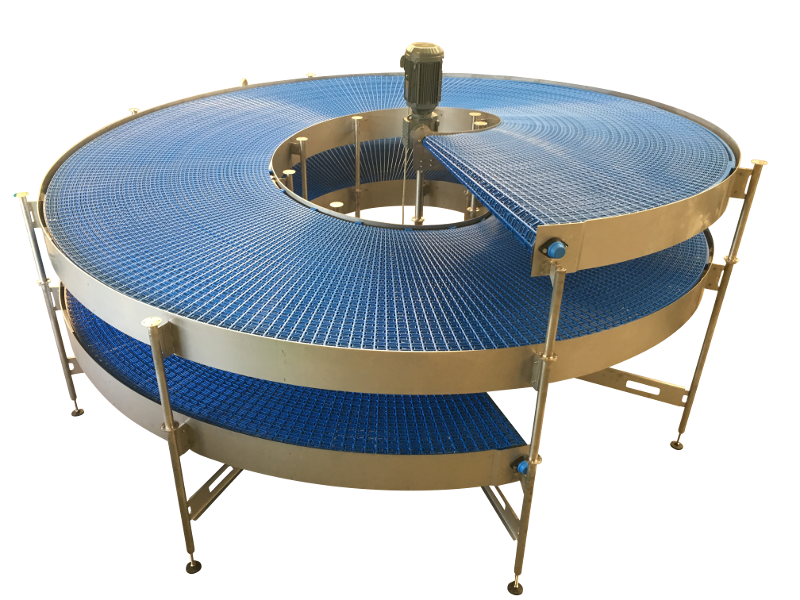
at Kaak Multiparts offers us a checklist for designing a custom-shaped conveyor:
- What is it that the customer wants to do? For what process is he searching a solution?
- What kind of products do they want to convey? Are they big, small, hard or soft? Are they packaged or not (and if yes, in what type of product carrier)?
- Speeds, product dimensions, how many products per hour, etc.
- How important is product orientation? In case production orientation is important, a non-linear conveyor equipped with flexible chain is not preferred as the products can move.
- In case we need to opt for a solution with different straight and curve sections, how can we arrange the product transfer?
- What are the environmental conditions of this process ( wet or cold, perhaps even freezing)?
- What is the available space for the solution?
Cleaning and Maintenance
In modern food plants, the largest concerns typically revolve around hygiene and reliability. David Bogle, global R&D director, spiral platform, Intralox L.L.C., shares details: “As conveyors move away from easy access floor level, they need to be even easier to clean and need to run with little to no maintenance.”
As soon as a conveyor needs to turn directions, loads and forces always become concentrated in smaller areas, typically inside of the curve. “These wearstrips become a high wear point and if not properly designed they become a maintenance issue. As systems change vertical position, it is important to make sure products stay put on the belt and don’t slide or fall off,” according to the specialist from Intralox.
There are two types of cleaning and maintenance that customers should be aware of, Bogle (Intralox) weighs in: “Number one is cleaning for plant and product hygiene; this is the critical cleaning required to maintain food safety and quality. Proper conveyor design can make this type of cleaning much easier.
The number type of cleaning is to clean in order to keep equipment running.”
Seeing as the size and shape of such conveyors could potentially make them difficult to access directly, “A well-positioned CIP station definitely delivers the highest level of cleaning efficiency, partnered with appropriate chemical detergents,” Ammeraal Beltech’s specialist weigs in. Challenges in conveying also arise from the properties of the dough itself, especially in the case of wet and sticky foods. “An excellent example is croissant dough during its proving process, when it is both very fragile and sticky. Here, we recommend using our modular belt uni Flex ASB 43% Open Curved Surface Radius 2.2 as a practical solution. Its limited surface contact with the product delivers the required performance,” says Ammeraal’s Allais.
 Anything from flour or sugar dust, to high caustic cleaners, can wreak havoc on the spirals, Mike Haseldine PE, Lead Design Engineer with Spiral System, tells us. “There is a fine level of oil in the belts on stainless, and there is oil impregnated into plastic belts; if you use a highly caustic cleaner, the plastic belt will get brittle and modules will start to break on the outside; stainless belts will wear in the mesh and can break down into ferrious metal in the product zone. We believe in training both maintenance and santition on spiral issues and encourage taping the training so there is a record of protocol for future employees,” he says.
Anything from flour or sugar dust, to high caustic cleaners, can wreak havoc on the spirals, Mike Haseldine PE, Lead Design Engineer with Spiral System, tells us. “There is a fine level of oil in the belts on stainless, and there is oil impregnated into plastic belts; if you use a highly caustic cleaner, the plastic belt will get brittle and modules will start to break on the outside; stainless belts will wear in the mesh and can break down into ferrious metal in the product zone. We believe in training both maintenance and santition on spiral issues and encourage taping the training so there is a record of protocol for future employees,” he says.
Innovations
Latest developments in terms of materials from which conveyors and belts are made (depeding on their utilization) are mostly focusing on food safety, comments Allais, “Particularly solutions involving the inclusion of non-stick surfaces and metal, and X-ray solutions for contaminant detection.” Ammeraal Beltech offers its NBWR (non-breakable wear resistant) belt; “Next-step innovation will be to combine this with metal and X-ray detectable features to additionally and importantly reduce the risk of food pollution from broken belting parts,” the specialist concludes.
The most valuable area that Intralox can bring benefits to is in the conditioning processes, where “value” is being added to a product, like cooling or freezing, says Bogle. Intralox has an entire global team just dedicated to this critical equipment. For transport of products between pieces of equipment, Intralox has provided systems that go up, over, around, below other pieces of equipment or structures in existing plants as plants are always expanding to optimize throughput.

“For the larger conditioning platforms, we do upgoing, downgoing and just about every configuration that a plant would require.”
R&D focus will continue to focus on the most food-safe designs that also offer increased reliability. The specialist from Intralox summarizes: “Some of these options have existed for many years, but food producers have not historically placed a value on these added features. The industry is shifting so many of the more ideal conveyor designs are now making their way into plants.”
Mike Haseldine shares innovations for conveyors: “In spirals, some of the new technologies are the edge drive stainless belting.” The company is currenty developing products dedicated to sanitation, cleaning and drying of spiral belts.
Read more on this topic from the four specialists in European Baker & Biscuit, March/April!